Sanitary Batching and Basic Automation in High Purity and Food Processing- What is it and what are your options?
This post will be a first in a series of sanitary batch system offerings and case studies that clearly outline the tangible results customers get from using Holland’s products and services.
In today’s process world, there are a few key buzz words that will almost always get you a meeting with a prospective customer: return on investment (ROI), continuous improvement, increased product yield, just to name a few. As we’ve discussed in previous posts, we’ve been helping our customers identify solutions to complex processing solutions for over 60 years. In fact, this one of Holland’s key value propositions. We are not a buyer and reseller of goods. We are able to add value to each piece of sanitary process equipment we sell by being at the forefront of industry technology and leveraging that knowledge to develop and bring to market compelling, complete process solutions and make it easy for both our customers to do business with us and provide a level of comfort critical to long lasting business relationships.
One area of sanitary processing Holland has identified as a market where we can really help our customers is with complete, turnkey batch systems and basic automation. Not everyone needs an expensive and complex PLC or DCS. Pump run, valve cycling, turbidity control, and fill bowl level control are all good examples of basic functions almost every producer uses that can be readily automated to provide increased throughput and product consistency.
We’re not the only ones who have identified this market need. Many of our channel partners have also marketed the advantages of their products and how they can be integrated with other components to create a turnkey system. The problem is that pump manufacturers have a lot of experience specifying sanitary flow meters, meter guys don’t have a lot of experience selecting drives, and no one has the systems experience to integrate all of these components to create a compelling process solutions. When you discount the value of proprietary product knowledge and manufacture and place a premium flexibility, quick response, and broad product knowledge, it quickly becomes apparent that companies like Holland are uniquely positioned to bring integrated product solutions to market.
So what is batching and why is it important? Sanitary Batching systems create an economical and safe way of controlling the amount of product that flow through a system. Batching and automation allow us to assemble multiple ingredients to create a product based on a recipe. This is advantageous for the following reasons:
- Operations that are dependent on humans for executing manual, repetitive tasks are subject to variability. Product quality hinges on this
- Manufacturing capacity if determined by volume and manufacturing time. You can increase the volume of product you can handle, or you can reduce your processing and downtime. The ladder is more economical and the advantages offered by batching systems.
- Process optimization- especially in pharmaceutical applications, increasing product yield can be done by making small changes and accurately monitoring process variables. Increased yield means a return on the process equipment investment.
- Record Keeping- batch processes with data loggers allow us to generate detailed records as to how a batch was made and relates all data to a single batch ID. Data of this nature can be very valuable for quality assurance, variability investigations, and process analysis
- Safety- operators spend less time exposed to potentially hazardous process variables when the process is automated as compared to manual control. Less exposure to the process generally results in a safer process.
Now those benefits now are unique to high purity batching and automation applications. They are ubiquitous across industry. What characteristics do we specifically need to target and design for when putting together a sanitary batch system?
- The system needs to be accurate and consistent. In the foods and pharmaceutical industries, we handle a wide range of products whose characteristics very greatly. We’ve handled conductive and non-conductive products, thick products and products with less viscosity than water, and also shear sensitive products. What this means for a sanitary process selection is correctly identifying the meter, pump, and valve types. This also means conditioning the flow for the most accurate process measurements possible
- It needs to be clean and safe. That goes without saying, this is a sanitary system after all. This means orienting meters in the correct position to ensure full drainage, incorporating CIP jumpers around pumps, and using pressure relief valves where necessary
- A system should also be simple, easy to use, and well suited for the environment in which it will operate. For us, that means one power cord and smart component integration. It means using wash down or explosion proof enclosures where necessary and presenting operators with intuitive, easy to use HMI’s that can also be locked out to prevent tampering.
- A system should also be adaptable and well suited for multiple applications and products. That could be portability, as well as using a pump that can handle different products.
So what does a good application for that could be optimized by batching look like? Let’s go over a couple of examples.
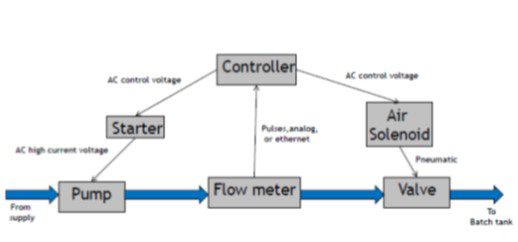
One application is basic sanitary metering and ingredient addition. Imagine a yogurt plant with multiple storage tank, each tank holds a separate ingredient. Through the use of a solenoid controlled seat valve manifold, and a single pump, meter, and controller, we can precisely add the proper amount of each ingredient into the receiving or batch tank simultaneously. This increases throughput and cycle time resulting in increased capacity. Holland can also integrate level probes into the storage tanks to prevent pump cavitation and high level probes in the batch tank to eliminate the risk of overfill.
Another example of an application where we feel we can help brewers specifically is with lauter tun control. Following the mashing process, the mash in pump into the lauter tun in order to separate the wort from the malt and spent grain solids. When the malts rests, the grain settles on the bottom of the lauter tun creating a filter cake. Once the grain has settled, the tun is drained and the wort that is pumped has a high solids content and needs to be recirculated through a valve back into the lauter tun for further filtering. The control of this valve is often done manually using a sight glass and an operator to eyeball the solids content. When the wort leaving the tank reaches the proper clarity, it is sent forward to the wort kettle. This is an important process as excessive amounts of husk in the wort kettle can lead to fermentation problems and reduction in overall beer quality.
To solve this problem, Holland can integrate not only the sanitary pump and control valve (be it a seat divert or three way ball valve), but also a turbidity meter to monitor the solids content of the wort. This leads to automatic control of the valve and consistent valve change-over, ensuring desired wort quality. Automatic control eliminates human errors and product waste.
This is just scratching the surface of integrated approach that Holland takes when approaching challenging sanitary process applications to created integrated, turnkey solutions. In future posts, we will take a closer look at the more specific product we offer and how we can use them to solve process problems and work with our customers to increase process capacity, improve product yield, and maximize return on equipment investments. If you have an application you need help with, contact us and we would be happy to offer our help.