BH Sanitary Pump
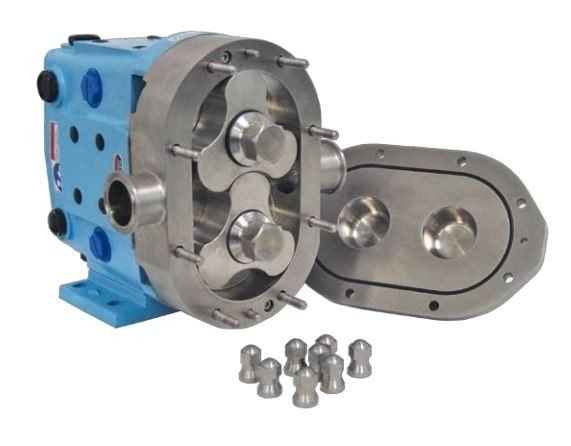
The BH Sanitary Pump is employed in the food products, pharmaceutical, cosmetic and chemical/biochemical industries for sanitary applications and optimal cleaning. The important capabilities include, the continuous, pressure-stable, gentle and low-pulsation pumping and metering in proportion to speed. The block pump construction with flanged drive is particularly compact and economical to operate.
Various different regulatory bodies have set specifications for a hygienically correct configuration of components and machines, as well as for component cleanability. The materials used are approved by the FDA (Food and Drug Administration) as well as EU-VO 1935/2004. In addition, the Hygienic and Aseptic Pumps meet the specifications of the United States’ 3-A Sanitary Standards and are GOST-R certified (a Russian certificate of conformity).
ADDITIONAL INFORMATION
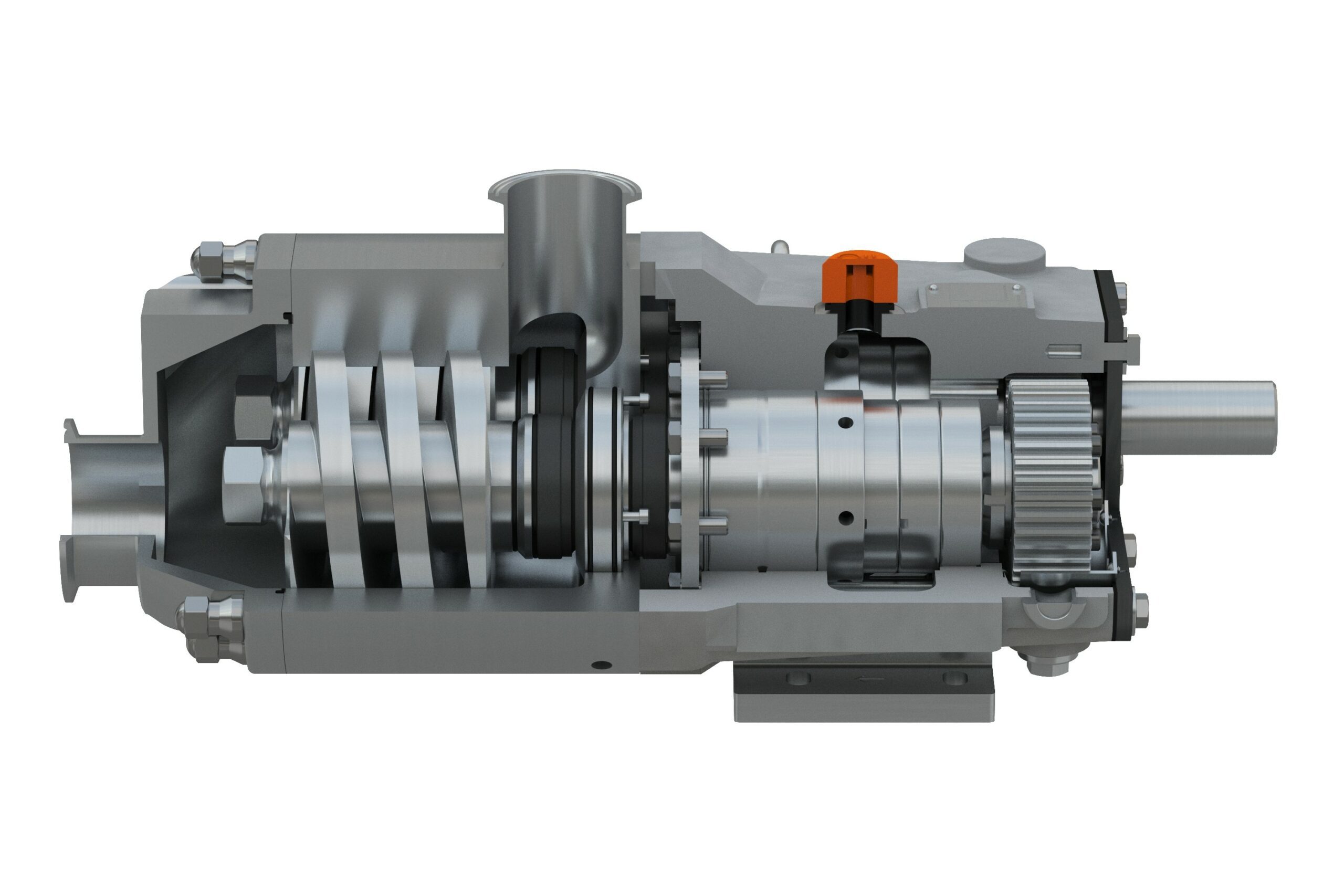
Design Features:
- Rotor – Two geometries and with polished surfaces.
- Stator with Reduced Walls – For changing temperatures, a patented stator with reduced elastomer wall thickness is appropriate. In addition, a thermal stator protector (STP) provides protection against overheating and dry running. Stator inlet with chamfered opening for improved feed into the conveying chamber.
- Sanitary Joints – Patented open crevice-free sanitary joints for optimal cleaning.
- Drive Train – Drive and connecting shaft with coupling rod and two sanitary joints for the power transmission from the drive to the rotor.
- Seal Casing – Shaft seals suitable for contact with food producs, with compression-proof, bolted shaft seal housing, enable a reversal of the direction of rotation up to the maximum pumping pressure.
- Protective Tubing for Stator – Made of stainless steel (optional).
- Block Construction – The drive is flanged directly to the pump skirt, lending the system compact dimensions, a low total weight, constant axial height independent of the construction and size of the drive, low maintenance requirements, easy serviceability, and high efficiency.

Design Features of the NEMO BH Sanitary Pump