The Best Techniques to Build Sanitary Stainless Steel Manifolds

Sanitary Stainless Steel Manifolds From Our Shop
Sanitary stainless steel manifolds are used throughout the hygienic process industry. We see them all of the time in filling/dispensing applications as well as other applications where product is distributed to multiple flow paths. How do you make a sanitary manifold? There are three basic methods: one we like, one is not bad and the third we really don’t care for.
We make a lot of sanitary manifolds, from the very simple to the very complex. Most consist of a main run of tubing with a series of equal size ports branching of in the same direction. In this post we are going to take a look at how sanitary manifolds are fabricated and the pros and cons of each method of fabrication.
Fish Mouth Technique
This is possibly the most common approach to making a sanitary manifold. It entails machining round holes in the side of the main tube run. The branch tube ends are then machined in a coped fashion to fit the contours of the machined holes. The branch is then hand welded to the main run. After welding, unions are mechanically polished.

A Fish Mouthed Manifold Branch. These Can Be Tricky to Weld
The fish mouth technique is our least favorite method of fabricating a sanitary manifold for several reasons. First, welds can very difficult to properly polish because the welds are difficult to access with a polishing tool. Second, this is a fairly tricky weld to both make and inspect. There can be areas of the weld that do not have full penetration and you may not be able to see it. Finally, after the weld is fully polished, it is almost impossible to determine what the wall thickness of the welded joint actually is. You can end up with a good looking manifold when in fact, the welds are paper thin and could crack over time.
Using Multiple Tees
Another technique used to make sanitary manifolds is to stack multiple reducing tees together. This is often done in biopharmaceutical applications where the tees are orbital welded together and the welds are left as is. We prefer this technique over the fish mouth method because the actual tee sections are made from standard sanitary tees which eliminates the issues of bad welds or thin wall thickness.
That being said, there are still a few things we do not like about this method. First, it is normally expensive because you have to buy multiple sanitary tees. Second, when you weld all those tees together it is impossible to keep the main run of the manifold straight. The heat of the welding process will always bows the run. So to make a decent looking manifold you have to do a lot of straightening after welding. This can be difficult if you do not have the right equipment.
Pull Out Method
This is the technique we prefer to use in most cases. In order to get a good weld tangent, holes are machined into the main run of the manifold and then the holes are “pulled” in a press using a specifically sized mandrel. This leaves a rough edged tube end coming out of the side of the main run that can then be machined flat, leaving a uniform tube end. The branch parts of the manifold can then be welded onto the ends by making a standard buttweld. We have developed proprietary dies over the years that makes this a fairly easy and standardized process for us.
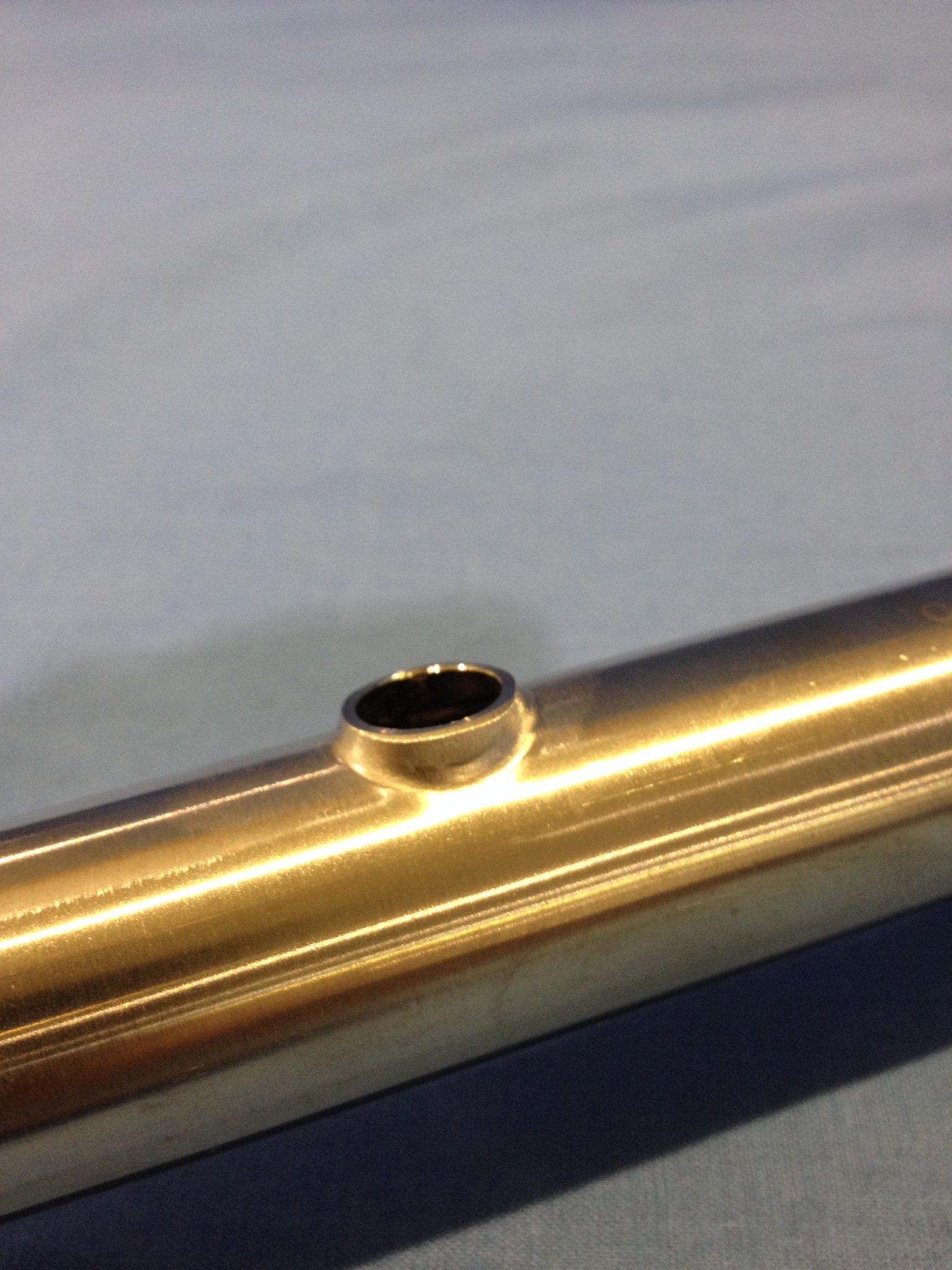
A Finished Pull Prior to Welding the Branch to it. This is our Preferred Method of Making Sanitary Manifolds
What are the advantages? The biggest is consistency. We pull the tees in the same manner that fittings manufacturers do. This ensures consistent wall thickness in the pulled area. There is also consistency in the weld because joints can easily be inspected and polished. Finally, this technique give us a lot of flexibility on manifold design. We can easily alter the spacing of the branches, put branches on multiple planes, and are ultimately not constrained by standard fittings sizes or availability.
So that is our take on sanitary manifolds. If you have any questions on this topic or any other topic regarding sanitary process equipment, contact us. We will do our best to help.